定制管段/管件2LE/3LE外涂敷施工工艺
定制管段/管件2LE/3LE外涂敷具体施工方法如下:
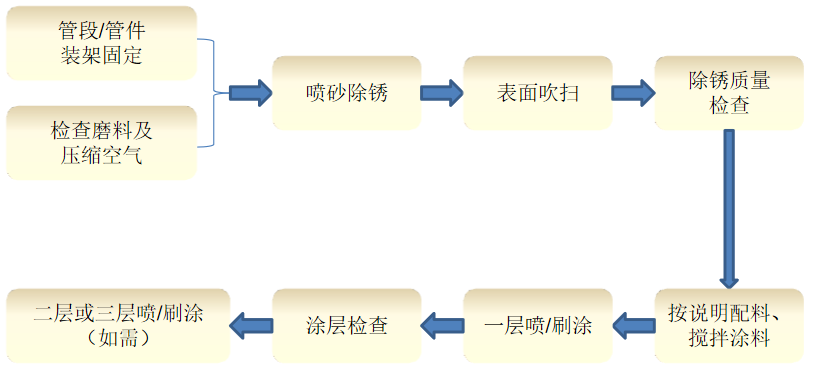
1、先将定制管段/管件固定在运转车上,固定支点尽量选在涂敷区域外,减少管段/管件漏涂点;
2、在喷砂除锈作业前,质检员应对周边气候条件的适宜性进行确认,检测基材表面温度、露点温度以及空气的相对湿度等;喷砂除锈作业只能在基材表面温度高于露点温度3℃以上且相对湿度不超过85%的情况下才能进行;
3、在喷砂除锈作业前,质检员需对所使用的喷砂磨料、压缩空气质量进行检测,磨料及压缩空气必须干净、干燥,无污染;
4、用运转车将管段/管件运入喷砂房,对工件进行喷砂除锈,除锈等 级达到Sa2.5级;
5、使用干净、干燥、无污染的压缩空气对基材表面进行吹扫,将所有的灰尘及杂物清理干净;
6、对喷砂除锈后管段/管件表面清理、灰尘、锚纹深度等进行检查;
7、严格按涂料说明书中的基料和固化剂比例进行兑料,兑料前先将基料和固化剂进行必要的搅拌,混合后,再次进行充分搅拌,达到基料和固化剂的均匀融合;
8、在规定时间内将涂料刷/喷涂到工件表面;
9、对涂层进行表观、厚度、漏点、附着力等指标进行检测;
10、在涂层表(实)干后,进行二层及三层涂敷(如需)。
